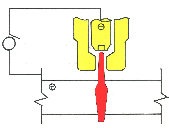
電極
作動ガス
胴ノズル
プラズマアーク
被切断面
●杭切断長の測量は、切断機カッター部と駆動部上部の間3500mmプラス、駆動部上部より
測量テープにて杭天端までの距離とします。
●継手管切断完了は、砥石カッター送り出しシリンダーの変位計カウンターで切断する。
●反対側の継手管の位置は、旋回モーターのエンコーダー計測器によりカウンター[180°]まで
旋回させる。
●プラズマアークによる本管切断位置確認は、下部胴昇降シリンダーで180mm上昇させる。
●プラズマトーチは全週旋回しながら切断する。エンコーダー計測器によりカウンター[360°]まで
旋回させる。
●プラズマアークの誤作動はA/Vコントローラー、電流計デジタル表示に表れる。(通常運転260A)
プラズマ切断工法の概要
トーチ電極と被切断材の間に発生させたアークプラズマを水冷胴ノズルとガス流
で強く拘束し、切断材を局部的に溶融
させながら、指向性の強いプラズマ電流
によって溶融除去する切断方法です。
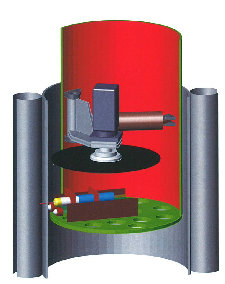
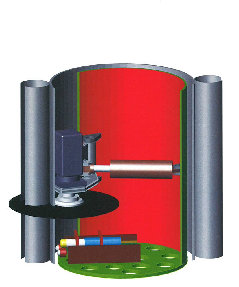
本切断機に搭載したプラズマアーク切断
装置は、海水、淡水中において厚板42 mmまでの鋼管を高速度で能率良く
切断することが可能です。
電源
準備工程(クレーン要)
*発電機とプラズマ電源、油圧ユニットの結線
*油圧ホースの接続、油圧シリンダーの作動確認
*各計測機及びA/Vコントローラーの接続
切断作業
鋼 管 内 機 械 挿 入
位 置 決 め ク ラ ン プ
継 手 砥 石 切 断
下部胴180°旋回
下部胴上昇(砥石切断位置)
反対側継手砥石切断
■プラズマカッター工法切断
■切断作業の精度
本 管 プ ラ ズ マ 切 断